

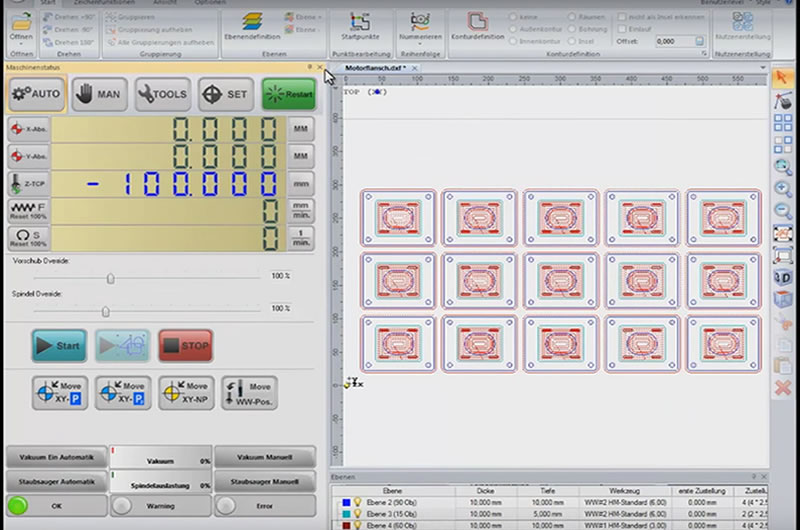
Einfach zu bedienende und klar strukturierte Anwendungs-Software
Das CNC-Steuerungssystem von Penta-Tec (www.penta-tec.com)
wird mit allen unseren Maschinen ausgeliefert.

Für Einsteiger und Profis interessant dürften die vielen Voreinstellungen sein, mit denen Sie sofort fräsen können.
Die Software ist einfach zu bedienen und klar strukturiert.
Mit der übersichtlichen Bedienoberfläche ist das Arbeiten mit unseren CNC-Fräsmaschinen besonders effizient.
Ein Assistent leitet Sie Schritt für Schritt durch unsere Software und erleichtert Ihnen das Anlegen von Fräsaufgaben.
Unsere Software wird ständig weiter entwickelt. Bei Auslieferung erhalten Sie eine Einweisung in die Steuerungssoftware.
Wichtige Funktionen – Übersicht :
Öffnen von NC-Codes und DFX-Dateien
grafische Darstellung der Objekte
Zeichenfunktion
Material- und Werkzeugverwaltung
Drehen, Spiegeln, Duplizieren, Nutzenerstellung
Ebenenzuweisung, Startpunkt, Nummerierung
Konturdefinition (Innen, Außen, Räumen, Inseln, Bohrung, Gewindeschneiden)
Automation (z.B. Startpunkt, Konturzuweisung, Nummerierung)
elektronische Tischnivellierung
mehrere Tangentialachsen möglich
Erkennung und Korrektur von Passermarken
Messtaster zur Werkzeuglängenvermessung
intelligentes Management des Werkzeugwechslers
abfahren und speichern von Bauteilkonturen
Fräsdatenaufbereitung leicht gemacht !
Dank vieler Voreinstellungen und einer übersichtlichen Bedienoberfläche der CNC-Pentatec Software erzielen Sie schnelle Ergebnisse mit denen Sie sofort fräsen können.
Beachten Sie hierzu die Schulungsvideos zur Anwendung.
Modellkonstruktion
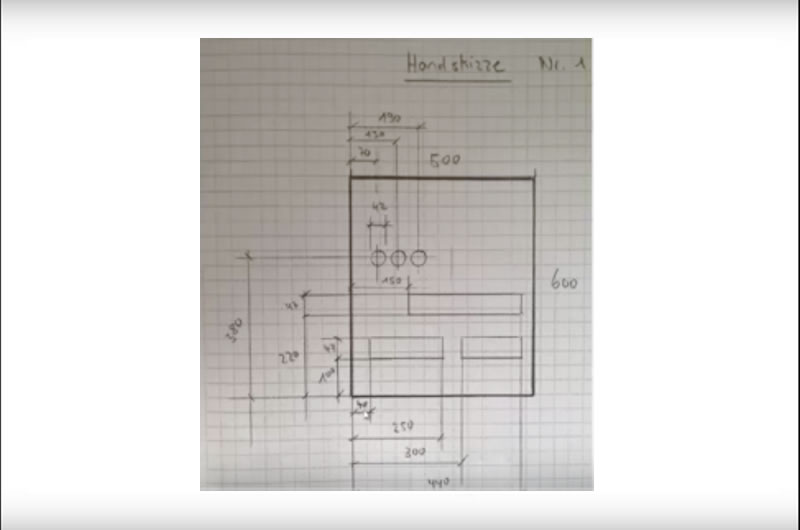
Handskizze Vorlage
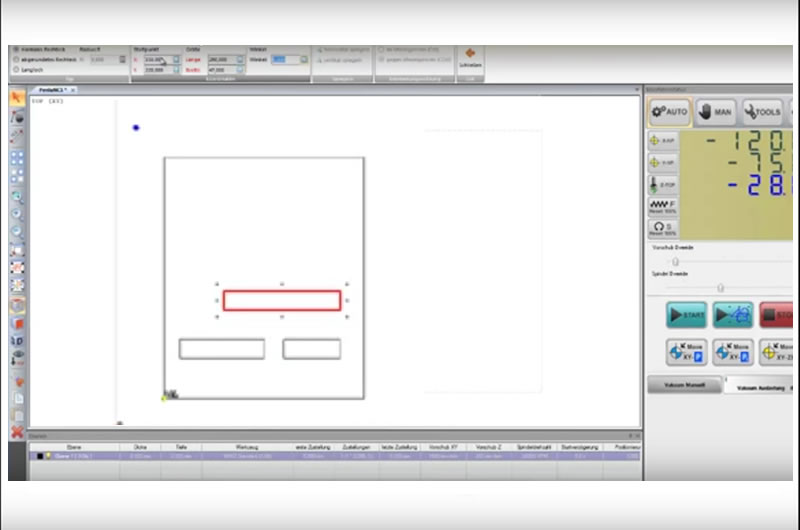
Komplette Fräsdatei
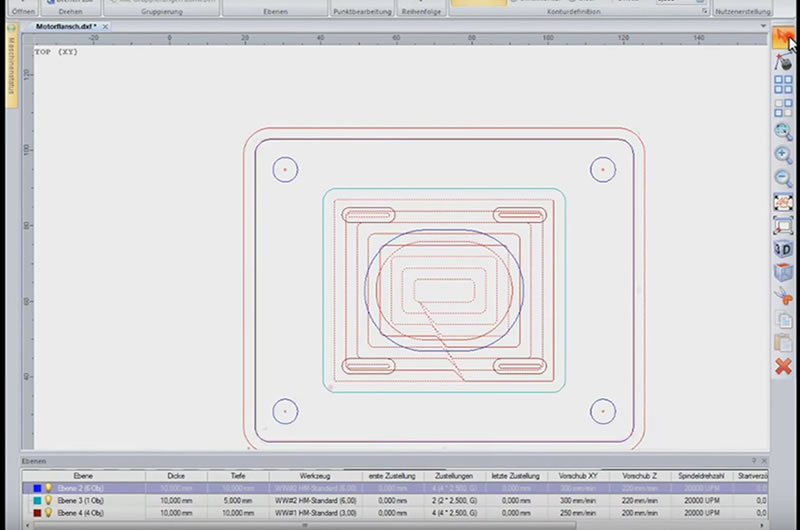
Fertiges Fräsmodell in 3D
Fräsnutzenerstellung
Direkt zur Produktion
CNC-Pentatec – Automatische Werkzeugvermessung
Bei Erstbestückung werden die Werkzeuge in den Werkzeugaufnahmen abgelegt.
In den Werkzeugwechsler-Einstellungen werden die Werkzeuge den Stationen zugewiesen. Alle neuen Werkzeuge werden selektiert.
Alle Werkzeuge werden automatisch über den Werkzeugtestschalter vermessen und die Werte gespeichert.
Mit dem ersten Fräser wird der Nullpunkt angefahren, alle anderen Werkzeuge stellen sich auf gleiche Höhe ein. Die verschiedenen Werkzeuglängen werden sofort zum Nullpunkt berechnet.
CNC-Pentatec – Schulungsvideos
Haben Sie noch weitere Fragen?
Wir sind gerne persönlich für Sie da und freuen uns über Ihren Kontakt.